Mobile Pallet Racking
If you feel a semi-automated solution is your preference, yet you want accessibility to every pallet, then mobile pallet racking could be a consideration.
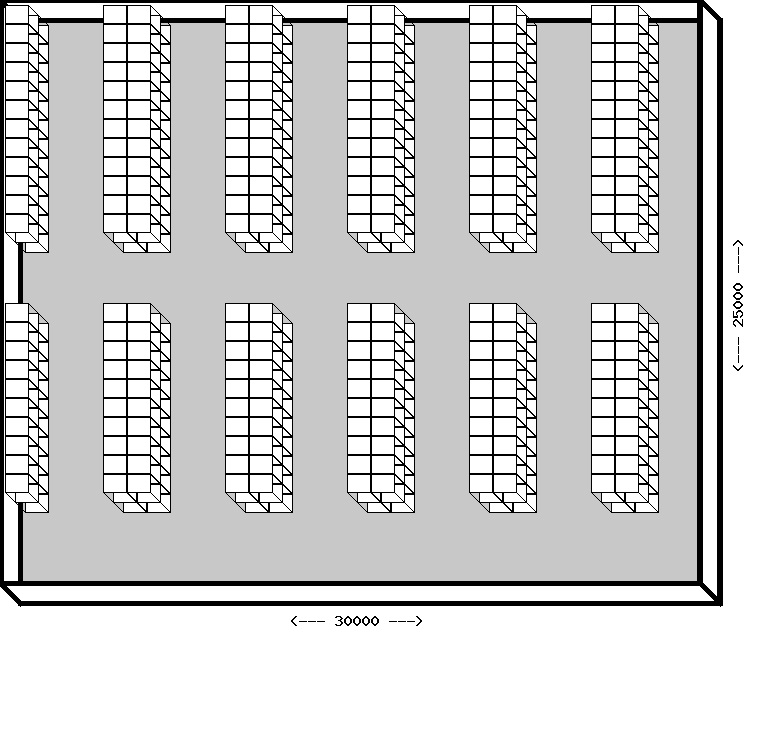
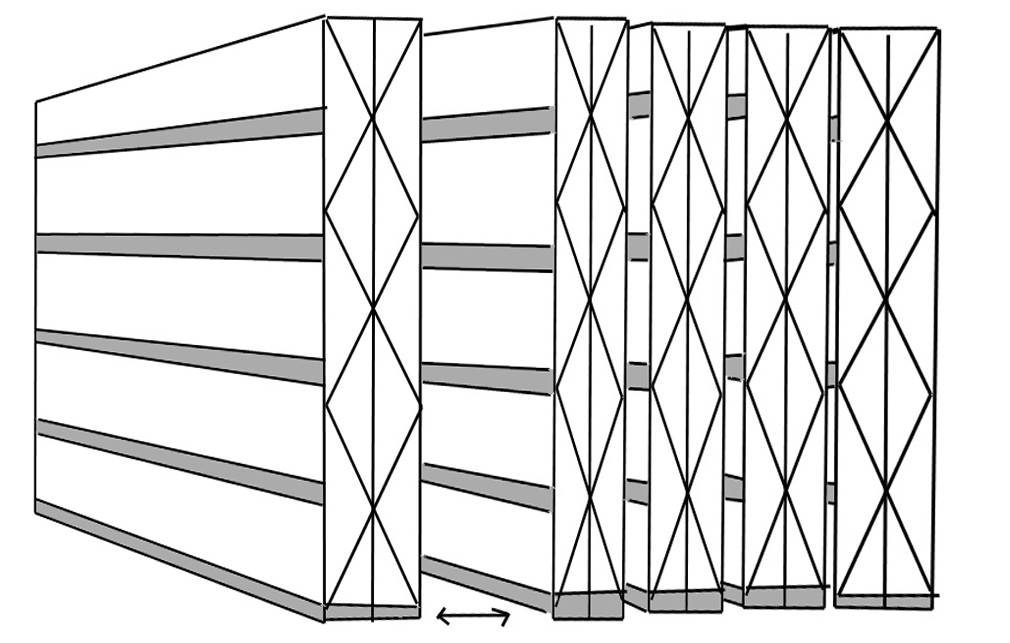
This system is designed to maximise the density of storage, resulting in the solution having only one operating aisle accessible at any time. All rack runs are installed on motorised bases, which are installed on rails pre-installed within the concrete floor slab. To access a particular aisle a remote control located within the cab of the forklift truck moves the rack runs to access a specific aisle.
All mobile racking systems are managed by a main control unit (plc) that controls the system, manages all safety functions and provides numerous additional functions.
This system is prominent in chill and freezer environments, as it not only reduces the footprint, which in turn reduces initial project costs, but it also provides superior temperature control of the product – reducing ongoing operational costs.
Key Features of Mobile Pallet racking
- All pallets stored in system are 100% accessible
- Picking requirements can be implemented into same configuration
- Existing forklift truck fleet can be utilised (storage height may be limited by FLT lift heights)
- Multiple trucks can operate in the same aisle
- Various pallet types can be stored in same solution
- Flexible to ongoing products changes
- Ideal for high number of SKU storage requirements
- High initial investment
- Overall project costs (in freezer environments) can be reduced due to reduced building footprint
Rackit Space Calculator
Our warehouse calculator can provide indicative storage capacities on some of our most popular warehouse solutions. Why not try this unique tool to get an idea of storage capacities on a number of our storage solution.
Space Calculator